In today’s fast-paced, innovation-driven world, having top-of-the-line industrial refrigeration systems is more critical than ever. Whether you’re in the food processing, chemical manufacturing, or pharmaceutical industry, refrigeration is integral to your production processes. And that’s precisely where Mono-block projects come in.
At Changzhou Ice Bear Refrigeration Technology Co., Ltd., we specialize in providing industrial refrigeration solutions to businesses of all sizes. Our Mono-block projects offer an advanced, high-performing cooling solution that allows businesses to optimize their production processes and achieve success.
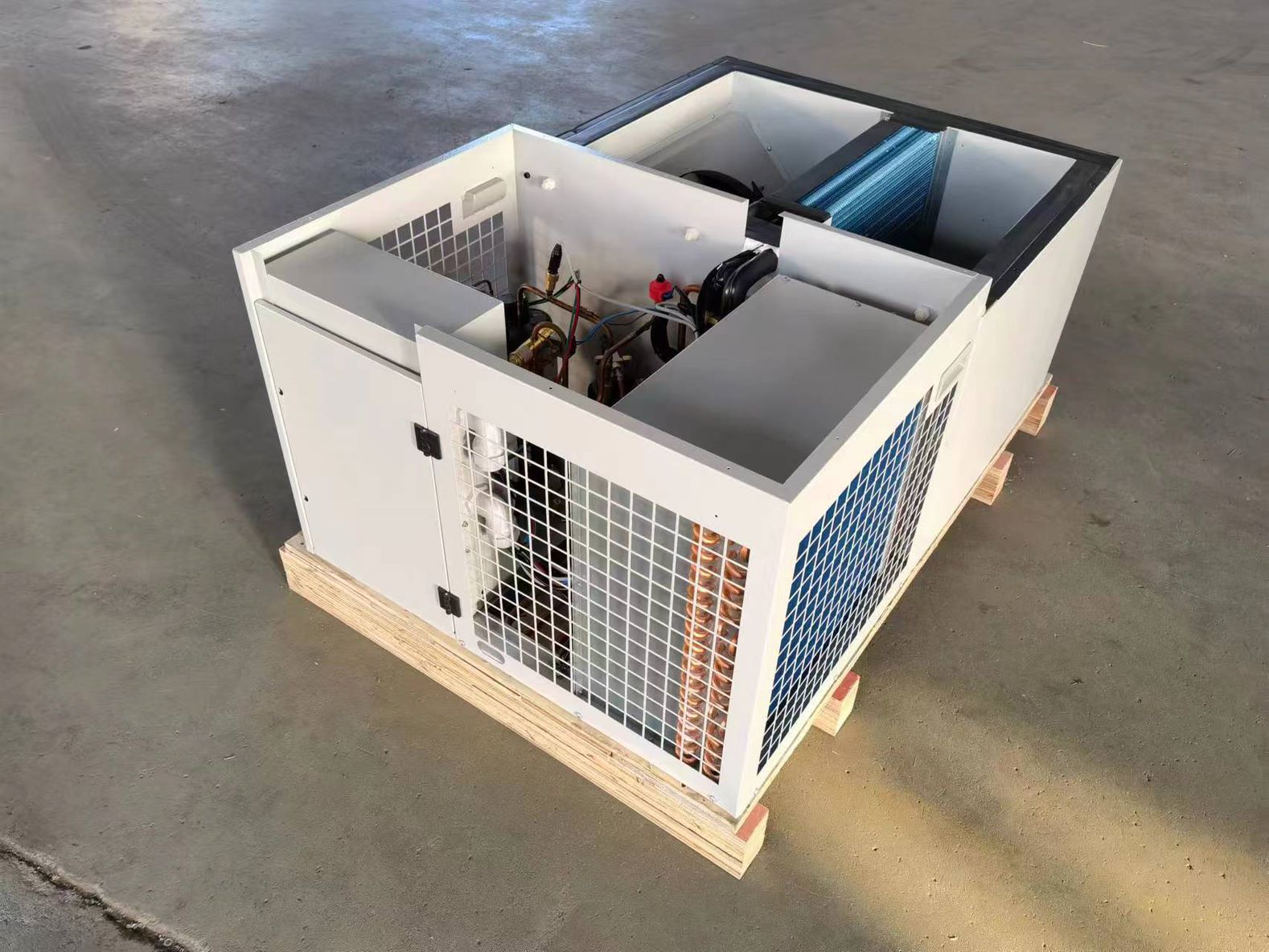
- What are Mono-block projects?
Mono-block projects are advanced industrial refrigeration systems that combine two or more refrigeration stages in a compact cabinet. With Mono-block technology, all the critical components of a refrigeration system are integrated into a single unit, resulting in considerable space-saving and ease of installation. - Benefits of Mono-block projects:
One of the most significant benefits of Mono-block projects is their energy efficiency. They utilize advanced technologies like digital compressors and electronic expansion valves, enabling continuous and precise temperature management of the refrigeration system. Additionally, Mono-block projects have several benefits, including:
- Fast and easy installation
- Reduced maintenance requirements due to their compact design
- Lower running costs
- Improved performance
- Minimal installation space requirements.
- Applications of Mono-block projects:
Mono-block projects have numerous applications across multiple industries, making them a versatile solution to optimize production processes. Some of the applications of Mono-block projects include:
- Food processing and packaging
- Chemical manufacturing and processing
- Convenience store refrigeration
- Pharmaceutical storage and production
- How Changzhou Ice Bear Refrigeration Technology Co., Ltd. can help:
At Changzhou Ice Bear Refrigeration Technology Co., Ltd., we provide customized Mono-block solutions designed to cater to the specific needs of our clients. Our highly reliable, efficient, and energy-saving Mono-block projects are made with the latest technology and expertise, ensuring that our clients receive the highest quality refrigeration solutions.
Our team of highly skilled engineers has years of experience in the development and customization of Mono-block projects, allowing us to create bespoke solutions tailored to our clients’ production processes.